










Fehér könyv: A préselési technika alapjai
A BEPRESZELÉS, A FORRASZTÁSI TECHNIKA ROBOSZTUS ALTERNATÍVÁJA
BEVEZETÉS
A préselési technológia a távközlésben való bevezetése óta az autóipari és ipari elektronika egyik elismert kulcsfontosságú technológiájává fejlődött. Az olyan aktuális trendek fényében, mint az elektromos hajtás, az önvezető járművek és az Ipar 4.0, a megbízható és tartós csatlakozási rendszerekkel szemben támasztott követelmények folyamatosan növekednek.
Különösen zord környezeti feltételek mellett, ahol rezgés, hőmérséklet-ingadozások, nedvesség és mechanikai terhelés jellemző, a préselési technika magas folyamatbiztonságával és hosszú távú stabilitásával nyűgözi le a felhasználókat. A különböző bepréselési zóna-kialakítások ellenére minden megoldás ugyanazt a célt követi: tartósan mechanikailag szilárd és elektromosan megbízható csatlakozást biztosítani a nyomtatott áramköri lap és az érintkező között.
Ezt úgy érik el, hogy a bepréselési zónát a nyomtatott áramköri lap furatánál nagyobb méretűre tervezik, és meghatározott erővel préselik be. Így jön létre egy gázszivárgásmentes, elektromosan stabil és mechanikailag terhelhető csatlakozás, állandóan alacsony érintkezési ellenállással.
Különösen zord környezeti feltételek mellett, ahol rezgés, hőmérséklet-ingadozások, nedvesség és mechanikai terhelés jellemző, a préselési technika magas folyamatbiztonságával és hosszú távú stabilitásával nyűgözi le a felhasználókat. A különböző bepréselési zóna-kialakítások ellenére minden megoldás ugyanazt a célt követi: tartósan mechanikailag szilárd és elektromosan megbízható csatlakozást biztosítani a nyomtatott áramköri lap és az érintkező között.
Ezt úgy érik el, hogy a bepréselési zónát a nyomtatott áramköri lap furatánál nagyobb méretűre tervezik, és meghatározott erővel préselik be. Így jön létre egy gázszivárgásmentes, elektromosan stabil és mechanikailag terhelhető csatlakozás, állandóan alacsony érintkezési ellenállással.
ALAPOK
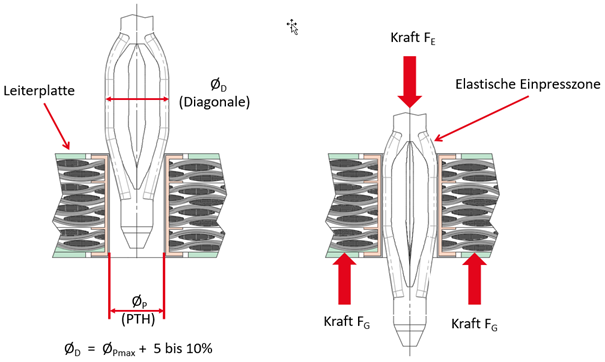
A préselési technológiánál a csatlakozócsap (pin) egy átmenő furatba történő préselésével jön létre az elektromos kapcsolat a csatlakozó és a nyomtatott áramköri lap között.
A préselési technológia egy egyszerű elven alapul:
a csatlakozócsap préselési zónájának keresztmetszete nagyobb átlójú, mint a fémbevonatú nyomtatott áramköri furaté. A préselés során keletkező alakváltozást a csatlakozócsap rugalmas zónája veszi fel, így a nyomtatott áramköri lap hüvelye csak minimálisan deformálódik. Ezáltal a csatlakozócsap és a fémbevonatú nyomtatott áramköri lap lyuka között hideghegesztés jön létre: egy gázszivárgásmentes, korrózióálló, alacsony ellenállású és kiváló elektromos vezetőképességű kapcsolat. Ez még nagy mechanikai és hőterhelés mellett – például rezgés, hajlítás és erős hőmérséklet-ingadozások esetén – is tartósan stabil marad.
A préselési folyamat során a folyamatot kísérő felügyeletet javaslunk. Az erő-út elemzések, valamint a kamerás rendszerek lehetővé teszik a csatlakozás minőségének megbízható értékelését.
A bevált préselési technika mellett, amelyhez a Tcom press® préselési zónánkat használjuk, az ept további csatlakozási technológiákat is kínál, mint például a forrasztott átmenő furatok, a THR vagy az SMT – mindegyik az alkalmazáshoz igazítva.
A préselési technológia egy egyszerű elven alapul:
a csatlakozócsap préselési zónájának keresztmetszete nagyobb átlójú, mint a fémbevonatú nyomtatott áramköri furaté. A préselés során keletkező alakváltozást a csatlakozócsap rugalmas zónája veszi fel, így a nyomtatott áramköri lap hüvelye csak minimálisan deformálódik. Ezáltal a csatlakozócsap és a fémbevonatú nyomtatott áramköri lap lyuka között hideghegesztés jön létre: egy gázszivárgásmentes, korrózióálló, alacsony ellenállású és kiváló elektromos vezetőképességű kapcsolat. Ez még nagy mechanikai és hőterhelés mellett – például rezgés, hajlítás és erős hőmérséklet-ingadozások esetén – is tartósan stabil marad.
A préselési folyamat során a folyamatot kísérő felügyeletet javaslunk. Az erő-út elemzések, valamint a kamerás rendszerek lehetővé teszik a csatlakozás minőségének megbízható értékelését.
A bevált préselési technika mellett, amelyhez a Tcom press® préselési zónánkat használjuk, az ept további csatlakozási technológiákat is kínál, mint például a forrasztott átmenő furatok, a THR vagy az SMT – mindegyik az alkalmazáshoz igazítva.
A BESZORÍTÓ TECHNIKA ELŐNYEI
A préselési technika a hagyományos forrasztási technikahez képest számos előnnyel jár minőségi, gazdasági, funkcionális és ökológiai szempontból. Kiemelkedő megbízhatósággal és mechanikai ellenállóképességgel rendelkezik, valamint különösen ellenálló az ütésekkel és rezgésekkel szemben. Ezenkívül elkerülhetők az olyan tipikus hibák, mint a hidegforrasztási pontok vagy a rövidzárlatok.
Gazdasági szempontból is meggyőző a préselési technika, mivel javítható és költséghatékonyan szerelhető. Funkcionális szempontból biztosítja a folyamatbiztos feldolgozást a nyomtatott áramköri lap hőterhelése nélkül, ami kíméli az alkatrészeket. Ugyanakkor a csatlakozók érintkezői forrasztóóntól mentesek maradnak.
Ezen felül a préselési technika ökológiai előnyökkel is jár, mivel sem forrasztógőzök, sem folyósítóanyag-maradványok nem keletkeznek, és nincs szükség további tisztítási folyamatokra. Ezáltal megfelel a jelenlegi környezetvédelmi követelményeknek és irányelveknek, mint például a RoHS és a WEEE.
Gazdasági szempontból is meggyőző a préselési technika, mivel javítható és költséghatékonyan szerelhető. Funkcionális szempontból biztosítja a folyamatbiztos feldolgozást a nyomtatott áramköri lap hőterhelése nélkül, ami kíméli az alkatrészeket. Ugyanakkor a csatlakozók érintkezői forrasztóóntól mentesek maradnak.
Ezen felül a préselési technika ökológiai előnyökkel is jár, mivel sem forrasztógőzök, sem folyósítóanyag-maradványok nem keletkeznek, és nincs szükség további tisztítási folyamatokra. Ezáltal megfelel a jelenlegi környezetvédelmi követelményeknek és irányelveknek, mint például a RoHS és a WEEE.
A BESZORÍTÓ TECHNIKA HÁTRÁNYAI
Számos előnye ellenére a préselési technika a forrasztási technikához képest néhány korlátozással is jár. Magas követelményeket támaszt a nyomtatott áramköri lapok minőségével szemben, különösen a furatátmérők és a tűréshatárok tekintetében, és speciális szerszámokat, valamint berendezéseket igényel, ami magasabb beruházási költségeket eredményez.
Ezenkívül a préselési folyamat során mechanikai terhelések keletkeznek, amelyek nem megfelelő alkalmazás esetén károsodáshoz vezethetnek. A forrasztási technológiához képest a miniatürizálás is részben korlátozott.
Ezenkívül a préselési folyamat során mechanikai terhelések keletkeznek, amelyek nem megfelelő alkalmazás esetén károsodáshoz vezethetnek. A forrasztási technológiához képest a miniatürizálás is részben korlátozott.
A sajtolási technika kiválasztási kritériumai
A megbízható préselt csatlakozás több minőségi jellemző optimális összhangján alapul. Ezen belül különösen fontos a préselési zóna kialakítása, a konkrét alkalmazás, a nyomtatott áramköri lap tulajdonságai, valamint a gyártási folyamat.
Csak akkor tud a préselési technika teljes potenciálját kibontakoztatni, és tartósan stabil, mechanikailag ellenálló, valamint elektromosan biztonságos csatlakozást garantálni, ha ezek a tényezők egymásra vannak hangolva.
Csak akkor tud a préselési technika teljes potenciálját kibontakoztatni, és tartósan stabil, mechanikailag ellenálló, valamint elektromosan biztonságos csatlakozást garantálni, ha ezek a tényezők egymásra vannak hangolva.
I. A nyomtatott áramköri lap kiválasztási kritériumai
A táblázat összehasonlítja a különböző nyomtatott áramköri lapok felületeit a rétegvastagság és a préselési technológiára való alkalmasság szempontjából.
| Felület | |||||
| Immersion Sn | ENIG | Immersziós Ag | OSP | Ólommentes HAL | |
| Rétegvastagság | 0,8–0,2 µm | 5 µm Ni 0,1 µm Au | 0,1–0,2 µm | 0,1–0,5 µm | <5 – 50 µm |
| Alkalmasság préselési technológiához | nagyon jó | korlátozottan* | korlátozottan* | jó | korlátozottan* |
Az ónmártás a legalkalmasabb, az OSP-t jónak értékelik, míg az ENIG, az ezüstmártás és az ólommentes HAL csak korlátozottan alkalmasak – az alkalmazástól függően.
Ezenkívül bemutatják a tipikus bepréselési zónákat, amelyek többnyire ónból vagy ónötvözetekből állnak egy nikkelrétegen. Összességében a tájékoztató egyértelműen rámutat arra, hogy a felület kiválasztása döntő hatással van a bepréselési technika minőségére és megbízhatóságára, ezért az alkalmazástól függően gondosan kell meghozni a döntést.
Ezenkívül bemutatják a tipikus bepréselési zónákat, amelyek többnyire ónból vagy ónötvözetekből állnak egy nikkelrétegen. Összességében a tájékoztató egyértelműen rámutat arra, hogy a felület kiválasztása döntő hatással van a bepréselési technika minőségére és megbízhatóságára, ezért az alkalmazástól függően gondosan kell meghozni a döntést.
II. A bepréselési zóna kiválasztási kritériumai
A préselési zónában a következő felületek lehetségesek: matt ón-, ón-ólom-, ezüst-ón- vagy ón-ezüst-, valamint indiumbevonatok, mindegyik nikkelrétegen.
| Felületek | ||
| 0,30–1,50 µm matt Sn | felett | 1–3 µm matt Ni |
| 0,30–1,50 µm SnPb 92/8–97/3 matt | felett | 1–3 µm matt Ni |
| 0,35–1,50 µm AgSn vagy SnAg | felett | 1–3 µm matt Ni |
| 0,30–1,50 µm In | felett | 1–3 µm matt Ni |
A megfelelő felület elengedhetetlen a megbízható préselt csatlakozáshoz. Ez befolyásolja a préselési erőket, és terhelés alatt plasztikusan kell deformálódnia anélkül, hogy megsérülne. Ugyanakkor biztosítja a stabil elektromos érintkezést, védelmet nyújt a korrózió ellen, és csökkenti az átmeneti ellenállást. A megfelelő bevonat emellett hozzájárul a nyomtatott áramköri lap károsodásának elkerüléséhez, valamint a biztonságos, reprodukálható folyamat biztosításához.
LYUKFELÉPÍTÉS
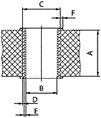
A kiváló minőségű préselt csatlakozás érdekében a nyomtatott áramköri lap gyártása során különös figyelmet kell fordítani a furat átmérőjére, a végfurat átmérőjére, a réz hüvely vastagságára és a nyomtatott áramköri lap felületére.
A megfelelő furatszerkezet döntő fontosságú, mivel közvetlenül befolyásolja a csatlakozás mechanikai stabilitását és elektromos megbízhatóságát. Csak a helyesen összehangolt furat- és hüvelyméretek biztosítják a szükséges présillesztést, amely garantálja a biztonságos rögzítést és az állandó érintkezést. Az eltérések túl nagy préselési erőkhöz, a átmenő furatok károsodásához vagy elégtelen érintkezéshez vezethetnek. Ezenkívül a megfelelő furatfelépítés hozzájárul a gyártási tűrések kiegyenlítéséhez és az állandó folyamatminőség biztosításához.
A következő furatfelépítés egy példakénti kiviteli alakot mutat be.
A megfelelő furatszerkezet döntő fontosságú, mivel közvetlenül befolyásolja a csatlakozás mechanikai stabilitását és elektromos megbízhatóságát. Csak a helyesen összehangolt furat- és hüvelyméretek biztosítják a szükséges présillesztést, amely garantálja a biztonságos rögzítést és az állandó érintkezést. Az eltérések túl nagy préselési erőkhöz, a átmenő furatok károsodásához vagy elégtelen érintkezéshez vezethetnek. Ezenkívül a megfelelő furatfelépítés hozzájárul a gyártási tűrések kiegyenlítéséhez és az állandó folyamatminőség biztosításához.
A következő furatfelépítés egy példakénti kiviteli alakot mutat be.
| LP-anyag | FR4 | |
| Névleges furat | Ø 1,0 mm | |
| A | Nyomtatott áramköri lap vastagsága | min. 1,44 mm |
| B | Véglyuk | Ø 1,0 +0,09 / -0,06 mm |
| C | Alapfurat | 1,15 ±0,025 mm |
| D | Cu réteg | min. 25 µm |
| E | Felület | kémiai Sn réteg, 0,5 – 1,5 µm |
| F | Maradék gyűrű | min. 0,1 mm |
FELDOLGOZÁS
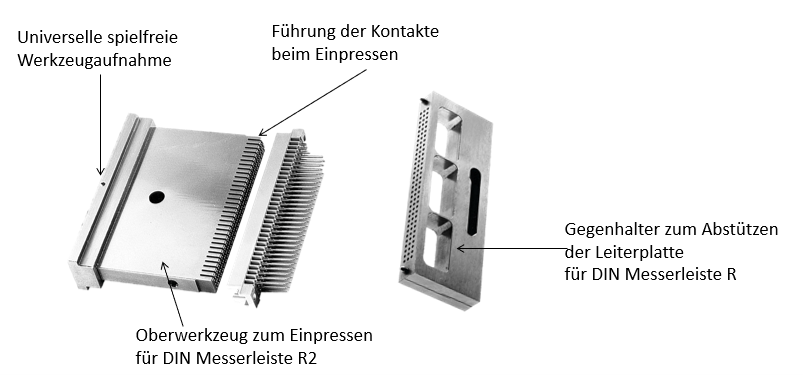
A tartósan mechanikailag és elektromosan megbízható csatlakozáshoz elengedhetetlen a szabályozott préselési folyamat. Feltétlenül szükséges egy felső szerszám és egy ellenállvány használata.
A felső szerszám átviszi a prés erőjét az érintkezőre, míg az ellenállvány megtámasztja a nyomtatott áramköri lapot és megvédi a mechanikai feszültségektől. A csatlakozótól függően lapos lemez- vagy fésűs szerszámokat használnak.
Ha a szerszámok nem illeszkednek egymáshoz optimálisan, nem kívánt erők hatnak a nyomtatott áramköri lapra, és megrongálhatják a már felszerelt alkatrészeket. A bepréselési erőt teljes egészében az alsó szerszámnak kell felvennie.
A bepréselt csatlakozókkal ellátott nyomtatott áramköri lapokat nem szabad 125 °C fölé melegíteni.
A felső szerszám átviszi a prés erőjét az érintkezőre, míg az ellenállvány megtámasztja a nyomtatott áramköri lapot és megvédi a mechanikai feszültségektől. A csatlakozótól függően lapos lemez- vagy fésűs szerszámokat használnak.
Ha a szerszámok nem illeszkednek egymáshoz optimálisan, nem kívánt erők hatnak a nyomtatott áramköri lapra, és megrongálhatják a már felszerelt alkatrészeket. A bepréselési erőt teljes egészében az alsó szerszámnak kell felvennie.
A bepréselt csatlakozókkal ellátott nyomtatott áramköri lapokat nem szabad 125 °C fölé melegíteni.
Összegzés
A préselési technika a hagyományos forrasztási technika hatékony és jövőbiztos alternatíváját jelenti. Magas folyamatbiztonságával, kiváló mechanikai stabilitásával és tartósan megbízható elektromos csatlakozásával győzi meg a felhasználókat – még igényes üzemeltetési körülmények között is.
Különösen a növekvő elektromosítás, a növekvő teljesítménysűrűség, valamint a robusztusságra és az élettartamra vonatkozó egyre szigorodó követelmények fényében kínál a préselési technika döntő előnyöket. Az optimális teljesítmény előfeltétele azonban a bepréselési zóna, a nyomtatott áramköri lap és a gyártási folyamat pontos összehangolása.
Ennek egyik lényeges sikertényezője az optimálisan kialakított bepréselési zóna kiválasztása. Az ept GmbH bepréselési zónái – különösen a Tcom press® technológia – nagyon jól szabályozható bepréselési viselkedéssel, alacsony nyomtatott áramköri lap terheléssel és magas folyamatablak-stabilitással jellemezhetők. Ezáltal minimalizálódnak a átmenő furatok károsodásai, és biztosíthatóak a tartósan stabil elektromos érintkezések. Ezen felül az ept prészónájának geometriája megbízható feldolgozást tesz lehetővé szűk tűréshatárok és igényes nyomtatott áramköri lap-felépítések esetén is.
A csatlakozástechnika terén tapasztalt szakértőként az ept GmbH testreszabott megoldásokat kínál a préselési technika területén. Innovatív technológiákkal, mint például a Tcom press® préselési zóna, átfogó alkalmazási know-how-val és magas szintű gyártási kompetenciával az ept támogatja ügyfeleit abban, hogy megbízható és gazdaságos csatlakozási megoldásokat valósítsanak meg igényes alkalmazásokhoz.
Különösen a növekvő elektromosítás, a növekvő teljesítménysűrűség, valamint a robusztusságra és az élettartamra vonatkozó egyre szigorodó követelmények fényében kínál a préselési technika döntő előnyöket. Az optimális teljesítmény előfeltétele azonban a bepréselési zóna, a nyomtatott áramköri lap és a gyártási folyamat pontos összehangolása.
Ennek egyik lényeges sikertényezője az optimálisan kialakított bepréselési zóna kiválasztása. Az ept GmbH bepréselési zónái – különösen a Tcom press® technológia – nagyon jól szabályozható bepréselési viselkedéssel, alacsony nyomtatott áramköri lap terheléssel és magas folyamatablak-stabilitással jellemezhetők. Ezáltal minimalizálódnak a átmenő furatok károsodásai, és biztosíthatóak a tartósan stabil elektromos érintkezések. Ezen felül az ept prészónájának geometriája megbízható feldolgozást tesz lehetővé szűk tűréshatárok és igényes nyomtatott áramköri lap-felépítések esetén is.
A csatlakozástechnika terén tapasztalt szakértőként az ept GmbH testreszabott megoldásokat kínál a préselési technika területén. Innovatív technológiákkal, mint például a Tcom press® préselési zóna, átfogó alkalmazási know-how-val és magas szintű gyártási kompetenciával az ept támogatja ügyfeleit abban, hogy megbízható és gazdaságos csatlakozási megoldásokat valósítsanak meg igényes alkalmazásokhoz.